


產品(pǐn)係列
派力(lì)特動態
MORE業")

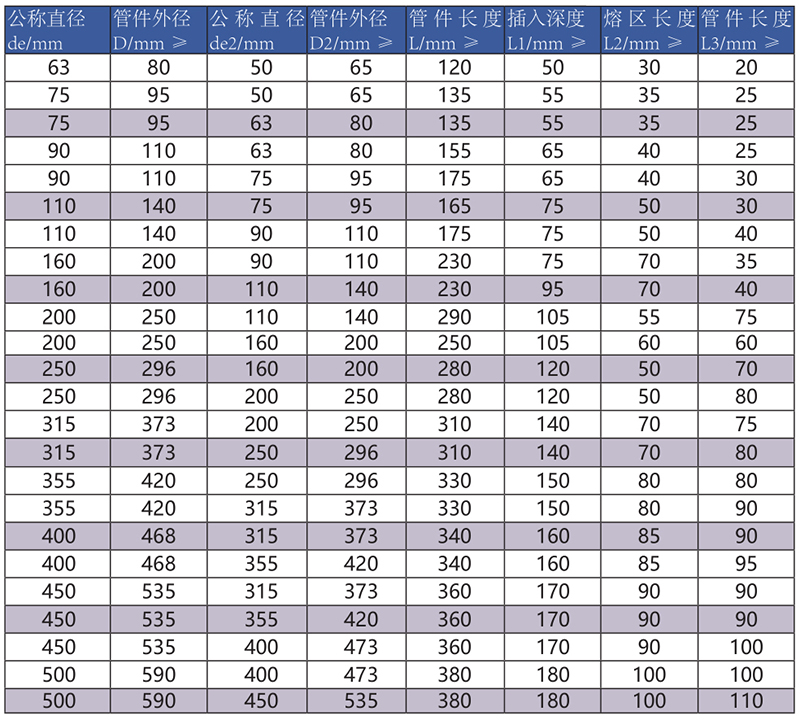
電(diàn)熔異徑直接安裝及使(shǐ)用步驟:
1.垂直(zhí)切割管材,把承插到電熔管件的管材(cái)位置用(yòng)刮刀除(chú)去表麵氧化(huà)層(céng)。
2.按(àn)照電熔管件的承插用記號筆在管材(cái)表麵做好標識線。
3.將(jiāng)管材插入電熔管件直至標識線,安裝後管材的軸心線與電熔管件重合。
4.將管材與管(guǎn)件通過夾具進行(háng)固定(dìng),防止焊接過程中發生(shēng)錯(cuò)位及鬆(sōng)動。
電熔異徑直接注意事項:
1.安裝時電熔管件內(nèi)壁(bì)及管材熔接區嚴禁有物及其他物質汙染。
2.焊接管件時遠離焊接管件,直至完成焊接冷(lěng)卻(què)30S後(hòu)方靠近。
3.根據(jù)現場環境的溫度及工作電壓變化。在焊接時可適當補償焊接(jiē)時間。
4.根(gēn)據電熔(róng)焊(hàn)機(jī)的要求輸入匹配的電源,在電源距離電熔焊機越遠,則要求電(diàn)源線線徑越大,以免出現欠壓影響焊(hàn)接質量(liàng)。
5.管道安裝時(shí),彎頭、三通管件做好支墩(dūn)加固或支架固定及(jí)適當做好管道補償。
6.管材填埋在凍土層以下,管溝在安裝及焊接(jiē)時不能有水(shuǐ)浸泡管道。
7.氣溫較低時,焊(hàn)接電熔管件做好保溫工作。
8.晝夜(yè)溫(wēn)差較大的環境下工作,采用扶正器及其他(tā)工具固定電熔管件兩邊的管材,以免(miǎn)受熱脹冷縮影響焊接(jiē)質量。
9.在冷卻過程中,不能移(yí)動管材和管件。
山西電熔異徑直接 河北電熔(róng)異徑直(zhí)接(jiē)
特管業(yè)")
力特管(guǎn)業")


特(tè)管業")

管業")